Как делают стеклянные бутылки — Как это сделано, как это работает, как это устроено — LiveJournal
Стекло научились делать больше пяти тысяч лет назад. Сейчас без него сложно представить современную жизнь. Большинство полок в магазинах заставлены продуктами в стекле – алкоголь, консервы, джемы, красная икра, детское питание, кофе, лимонад, минеральная вода и пр. Мало кто знает, что большую часть привычной нам стеклянной тары делают в Тульской области.
Рядом с Алексином в небольшой деревне Павлово уже десять лет работает самый крупный в стране стекольный завод. На нем производят более 300 видов бесцветной, коричневой и зеленой стеклотары. Сейчас на заводе работают три стекловаренные печи и 14 формующих машин.
Производство на Алексинском заводе полностью автоматизировано, здесь не выдувают изделия вручную. Но и в этом случае изготовление стеклянных баночек и бутылок – сложный и трудоемкий процесс.
Сначала по запросам клиента конструктор делает чертеж. Это одна из довольно сложных стадий. Раньше бутылки изготавливали по ГОСТу. Теперь же каждый производитель хочет выставить на продажу товар в уникальной таре, поэтому маркетологи разрабатывают самые необычные формы и декор банок и бутылок.
Это одна из довольно сложных стадий. Раньше бутылки изготавливали по ГОСТу. Теперь же каждый производитель хочет выставить на продажу товар в уникальной таре, поэтому маркетологи разрабатывают самые необычные формы и декор банок и бутылок.
Как только клиент согласует дизайн, для каждой разновидности готовится чугунный формокомплект. Их производят в Италии или Китае в зависимости от сложности изделия.
Непосредственно производство начинается в цехах. Завод стеклянной тары – опасное производство, поэтому каждый, кто приходит на предприятие, должен надеть специальную защитную одежду и обувь, а также пройти инструктаж по технике безопасности.
Поэтому рабочие общаются в специально отведенных помещениях.
Стекло получается из шихты – смеси соды, доломита, песка, мела и стеклобоя. Через бункер и загрузочный карман шихта отправляется в сердце производства – стекловаренную печь.
Шихта плавится в огромной печи площадью 130 квадратных метров и весом 360 тонн. В сутки она производит около 325 тонн стекла.
В сутки она производит около 325 тонн стекла.
Управляются современные стекловаренные печи при помощи компьютера, расположенного в операторской. Однако сделать это непросто. Чтобы стать профессионалом, стекловару нужно учиться от 5 до 10 лет.
– Я слежу за работой печи, постоянно поддерживаю нужную температуру в ней, – рассказывает стекловар Александр Шарамко. – Все параметры задаются при помощи компьютера, я в основном слежу за работой по монитору. В печь можно заглянуть через смотровое окно и в специальной одежде и очках. Кроме того, есть камеры, которые заводятся в печь.
Со стороны это может казаться обычным, но мне нравится варить стекло, это очень интересно.
Стекло варится при температуре 1550-1560 градусов, а затем раскаленная масса попадает в фидер – воронку, через которую стекло каплей направляется в стеклоформующую машину.
Вообще овладеть специальностями, которые нужны на стекольном заводе, непросто. Тем более что подобного производства в области нет. Но тем не менее из 800 работников завода 600 – алексинцы. И это настоящая гордость руководителей.
Но тем не менее из 800 работников завода 600 – алексинцы. И это настоящая гордость руководителей.
Когда плуг фидера поднимается вверх, капля отрезается стеклянными ножницами в самом тонком месте.
Капли стекла разные по весу, в зависимости от того, какую тару из них готовят. Например, для производства небольших баночек для детского питания достаточно всего 76 граммов, а вот на литровую бутылку потребуется целых 620.
Раскаленные капли отправляются в стеклоформующую машину. На ней в черновом формокомплекте отливается заготовка, а потом в чистовом бутылка обретает окончательную форму.
Машины бывают двухкапельные и трехкапельные в зависимости от того, сколько капель попадают из фидера. Есть также три способа формования изделия: прессовыдувной (так делают все виды банок), узкогорлое прессование (бутылки) и двойное выдувание.
Возле стеклоформующей машины работают операторы. Их задача – отбраковать неудавшиеся экземпляры. Температура воздуха возле машины очень высокая.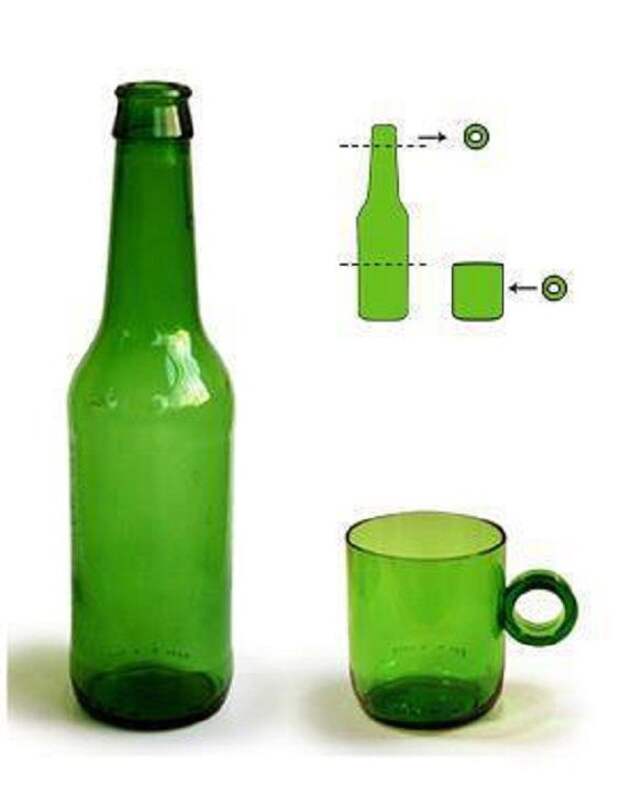 Даже наблюдать за человеком, который работает рядом с раскаленной бутылкой, страшновато. Чтобы достичь мастерства и не давать брак, учиться нужно около пяти лет.
Даже наблюдать за человеком, который работает рядом с раскаленной бутылкой, страшновато. Чтобы достичь мастерства и не давать брак, учиться нужно около пяти лет.
– Наша смена длится 12 часов. И это непростая работа, – рассказывает оператор стеклоформующей машины 5-го разряда Алексей Шитиков. – Я работаю на заводе уже восемь лет, но когда только пришел, не знал абсолютно ничего. Первое время только привыкал к условиям и наблюдал за работой других специалистов. Самое тяжелое, что мы постоянно находимся в этой жаре. К нам приходили люди со сталелитейного цеха, и то их хватало только на две смены – не выдерживали и уходили. Рабочих обдувает прохладным воздухом, но это не всегда спасает. Летом, когда на улице под тридцать-сорок, в цехе возле машины бывает около 80 градусов.
Сложность еще состоит и в этом, что для каждой бутылки машина настраивается под определенную форму, которую нужно менять каждые 36 часов.
После стеклоформующей машины бутылка поступает на конвейерную ленту. Сначала температура изделия – 600 градусов, но затем она проходит печь обжига и холодное напыление.
Сначала температура изделия – 600 градусов, но затем она проходит печь обжига и холодное напыление.
Печь обжига нужна для снятия внутреннего напряжения в изделии. Если бутылку не обжечь, она лопнет через некоторое время.
В печи девять зон нагрева и охлаждения. На выходе бутылка должна иметь температуру от 90 до 120 градусов.
Затем стеклянную тару ждет холодное напыление. Оно необходимо для того, чтобы у бутылки не возникали потертости.
Кстати, со временем бутылки полегчали. Раньше стандартная пивная бутылка весила 365 граммов, а узкогорлое прессование позволило сделать ее весом всего 280 граммов.
Следующий этап – инспекционное оборудование. Машины замечают инородные включения, пузырьки, неточности в высоте изделия, внутренний диаметр и герметичность. Кстати, с их помощью нельзя отследить брак на бутылках в выгравированным логотипом. Машина считает такие надписи за брак. 2% брака – норма для стекольного производства. К слову, бракованное стекло снова идёт в переработку и становится одной из составляющих шихты.
Однако самый строгий отбор стеклянная тара проходит у контролеров. Специалисты на глаз точно определяют брак и убирают его из ленты.
– Брак бывает разным – от критичного до незначительного. Есть допустимые дефекты – «морщины», пузырьки. Они неопасны и не мешают потребителю. Но некоторые недочеты производства могут быть смертельно опасными. Например, стеклянная нить внутри бутылки, шипы и сколы. Если мы их замечаем, то сразу останавливаем конвейер. Два партии продукции в таком случае тут же бракуют, остальные тщательно проверяют, – рассказывает начальник отдела технического контроля Юлия Басова.
Работать на этой специальности могут не все. Первая проверка на профпригодность проходит прямо на собеседовании: девушку сажают на конвейер на 15 минут, и если у нее начинает кружиться голова или взгляд уплывает за продукцией, значит профессия контролера не для нее.
После проверки продукция поступает на упаковку.
В Алексине эта система автоматизирована наполовину. Вся упаковка происходит в автомате, но короба оператор собирает вручную. За смену оператор делает 28 палет, в каждой из которых помещается 10 000 баночек.
Вся упаковка происходит в автомате, но короба оператор собирает вручную. За смену оператор делает 28 палет, в каждой из которых помещается 10 000 баночек.
На Алексинском заводе производится 21 тонна продукции в месяц. Отличить стеклянную тару, произведенную в Тульской области, можно по специальному знаку.
Источник
Еще раз напомню, что посты теперь можно читать на канале в Яндекс.Дзене
и как обычно в инстаграме. Жмите на ссылки, подписывайтесь и комментируйте, если вопросы по делу, я всегда отвечаю.
Жми на кнопку, чтобы подписаться на «Как это сделано»!
Если у вас есть производство или сервис, о котором вы хотите рассказать нашим читателям, пишите Аслану ([email protected]) и мы сделаем самый лучший репортаж, который увидят не только читатели сообщества, но и сайта Как это сделано
выдувание, охлаждение и немного волшебства
При этом сжигание ее абсолютно нецелесообразно, хотя при этом и не выделяются диоксины (так как ПЭТ не содержит хлора). Просто на сжигание уходит много энергии и ценного полимера. А ПЭТ-упаковка может быть переработана на 100%. Также полностью подлежит переработке лишь алюминиевая банка. Стеклянная бутылка – только на 80%, а бумажная и картонная тара – на 50%. Российские перерабатывающие предприятия сегодня способны перерабатывать до 160 тыс. тонн или до 30% всех использованных ПЭТ-бутылок. За последние десять лет количество этих предприятий увеличилось с одного до тридцати.
Просто на сжигание уходит много энергии и ценного полимера. А ПЭТ-упаковка может быть переработана на 100%. Также полностью подлежит переработке лишь алюминиевая банка. Стеклянная бутылка – только на 80%, а бумажная и картонная тара – на 50%. Российские перерабатывающие предприятия сегодня способны перерабатывать до 160 тыс. тонн или до 30% всех использованных ПЭТ-бутылок. За последние десять лет количество этих предприятий увеличилось с одного до тридцати.ПЭТ-бутылки утилизируются также, как и другой пластик. Их собирают и переплавляют. Из вторичного ПЭТ делают флекс или пеллеты. Из флекса производят щетину для щеток уборочных машин и автомобильных моек, упаковочную ленту, пленку, черепицу, тротуарную плитку. А из пеллет — наполнитель для спальных мешков и геосетки для дорог.
Пяти двухлитровых бутылок достаточно для производства волокна для большой спортивной майки, двадцати — для утеплителя зимней куртки, если добавить к ним еще пять — можно сделать отличный свитер, тридцати пяти хватит на утеплитель спального мешка, а из шестидесяти получится 1 кв. метр коврового покрытия. При этом переработка пластиковых бутылок экономит 50-60% энергии, которая бы понадобилась для производства продукта из новых материалов.
метр коврового покрытия. При этом переработка пластиковых бутылок экономит 50-60% энергии, которая бы понадобилась для производства продукта из новых материалов.
Существует и химическая переработка ПЭТа, основанная на его разложении на исходные составляющие. Исследования показали, что разлагать ПЭТ на терефталевую кислоту и этиленгликоль способны также бактерии Ideonella sakaiensis 201-F6.
Использованные ПЭТ-бутылки можно пустить и на производство тех же бутылок. Но сегодня в России есть только два завода, которые этим занимаются. Один расположен в Солнечногорске, второй – на Урале. Здесь старые бутылки собирают, сортируют по цветам, моют, дробят и перерабатывают, расплавляя и получая тот же ПЭТФ-гранулят, только окрашенный.
Нередко пустые ПЭТ-бутылки пригождаются в хозяйстве. Из них делают скворечники, воронки, горшочки для рассады, используют в качестве пугала в огороде или как водонепроницаемые колпаки для верхушек столбов. В некоторых африканских странах из них делают сандалии, а в Индонезии — стабилизаторы, придающие рыбацким лодкам большую устойчивость.
Теперь мы видим, как всевозможные ПЭТ-страшилки легко капитулируют перед фактами. Поскольку они лишь очередной способ борьбы за внимание потребителей. Ведь все мы люди, и стоит нас как следует, пусть и бездоказательно, напугать, как мы начинаем опасаться всего вокруг, особо не вникая в суть вопроса. При этом даже СМИ в последнее время оставили свои нападки на ПЭТ, видимо, чувствуя несостоятельность аргументации лоббистов его запрета. Но полностью закрыть спор по поводу ПЭТа, нам кажется, под силу только ученым, с которыми «Санкт-Петербург.ру» планирует встретиться в ближайшее время. Правда, это уже тема для следующего материала.
Как делают пластиковые бутылки?
Мы не ошибемся, если скажем, что пластиковые бутылки держали в руках абсолютно все, и даже младенцы. Этот вид тары стал настолько распространенным, что его можно увидеть везде, полки магазинов заставлены бутылками с газировкой, пивом, водой, растительным маслом и прочими продуктами. А если к этому списку еще добавить косметику и бытовую химию, то количество пунктов просто зашкалит. Однако при такой высокой популярности мало кто знает, как делают пластиковые бутылки. А между тем этот процесс достаточно интересный и очень серьезный, здесь важна высокая степень точности и наличие правильного сырья.
Однако при такой высокой популярности мало кто знает, как делают пластиковые бутылки. А между тем этот процесс достаточно интересный и очень серьезный, здесь важна высокая степень точности и наличие правильного сырья.
Первичным сырьем для изготовления бутылок служит ПЭТ гранулы, полученные на большом заводе в ходе сложного химического процесса. Такие гранулы отлично впитывают влагу, поэтому перед работой их хорошо просушивают, чтобы полностью вытеснить воду, иначе производство получит партию серьезного брака. Пластиковые бутылки начинают свой путь на заводе, который из гранулята путем литья получает преформы. Внешне такая заготовка похожа на лабораторную пробирку, причем как по форме, так и по размеру. На этом этапе закладывается очень многое, в том числе размер, объем, цвет будущей бутылки и прочие параметры.
Пластиковые бутылки выдувают, как и стеклянные.
Сходство со стекольной промышленностью, конечно, имеется, но лишь сугубо абстрактное, поскольку и там и там роль играет температура и надув воздухом. Во всем остальном пластиковые бутылки имеют множество собственных отличий, их выдувают после тщательного и невероятно выверенного прогрева. Стоит немного недогреть материал, стенки окажутся неравномерными, а если перегреть, то повышается риск деформации горлышка, что приведет к браку. Нагревают преформы в несколько этапов, с точностью до секунды и до десятых долей градусов, только так можно рассчитывать на качественный продукт.
Во всем остальном пластиковые бутылки имеют множество собственных отличий, их выдувают после тщательного и невероятно выверенного прогрева. Стоит немного недогреть материал, стенки окажутся неравномерными, а если перегреть, то повышается риск деформации горлышка, что приведет к браку. Нагревают преформы в несколько этапов, с точностью до секунды и до десятых долей градусов, только так можно рассчитывать на качественный продукт.
Пройдя несколько этапов разогрева пластиковые бутылки, наконец, попадают в отсек надува, где их помещают в форму и наполняют воздухом. Получившийся «пузырь» и есть бутылка, но ей нужно дать правильно остыть, чтобы не потерять форму и объем. Пластиковые бутылки гораздо более капризные в производстве, нежели стеклянные, но за счет качественного и точного оборудования процесс не сталкивается с трудностями. Внимание к температуре уделяется и после завершения процесса, чтобы все пластиковые бутылки были одинаковыми нужна не только форма, но и равномерное охлаждение с равной температурой для каждой партии.
Пластиковые бутылки классифицируются по весу.
До того, как отлита готовая бутылка, по преформе сложно определить какого она будет объема, для этого существует классификация по весу. Пластиковые бутылки объемом 0,5 литра отличаются из преформ одного веса, а литровые из более тяжелых. Здесь все элементарно, ведь для большего изделия нужно больше пластика. Если попытаться выдуть большую бутылку из преформы малого веса, то из этого ничего не выйдет, только будет испорчена заготовка.
Процесс получения пластиковых бутылок выглядит просто, но на самом деле он сложный и порой напоминает волшебство, хотя на самом деле здесь нет ничего, кроме законов физики и химических процессов. Пластиковые бутылки, это продукт, полученный путем сложных научных исследований, испытаний, тестирования и опробования множества различных направлений. Кажется, что более никчемного и простого предмета, чем пластиковая бутылка не найти, это одноразовая тара и ее после использования отправляют в мусор, но ведь без нее уже не представляется жизнь современного человека.
Как делают пластиковые бутылки — ООО «ЮВЕНТА»
Используя множество вещей в повседневной жизни, мы не замечаем, а часто и не задумываемся, что кто-то ежедневно работает над тем, чтобы облегчить нам жизнь. Вот и распространившаяся повсеместно ПЭТ-бутылка настолько примелькалась, что воспринимается как нечто само собой разумеющееся. Между тем, чтобы ее изготовить, требуется немало усилий, производство разбито на несколько этапов, а процесс этот весьма занимателен.
От малого объема к большому
Немногим известно, что заготовка для пластиковой бутылки вмещает в себя совсем небольшой объем, обычно не больше, чем кофейная чашка. Заготовка, из которой впоследствии получится полноценная емкость для жидкости, больше напоминает химическую колбу, только с резьбой под навинчивающуюся крышку. Называют эти заготовки преформами, то есть предварительными формами. Чем меньше исходный вес колбочки, тем меньшего объема будет произведена бутылка, а обычно масса преформ составляет от 22 до 55 граммов. Пластик – настолько прочный материал, что совершенно незначительный его объем способен выдерживать массу в несколько килограммов (вспомните, сколько весит полиэтиленовый пакет, и как много предметов в нем можно перенести).
Пластик – настолько прочный материал, что совершенно незначительный его объем способен выдерживать массу в несколько килограммов (вспомните, сколько весит полиэтиленовый пакет, и как много предметов в нем можно перенести).
Итак, преформы, прежде чем стать настоящей тарой, помещаются в специальный аппарат, где нагреваются в течение примерно 15 минут. Это делается для того, чтобы нагретый материал стал пластичным, тягучим, ведь пластик хорошо плавится. Фактически колбу необходимо превратить в подобие воздушного шарика.
Следующий этап – выдувка бутылки. Это делают автоматы, способные производить более 5-6 сотен единиц продукции в час. На специальную форсунку преформа надета горлышком вниз, внутрь подается определенный объем сжатого воздуха, и меньше чем через секунду бутылка предстает перед нами в стандартном виде.
Свойства пластика
Однако все не так уж просто. Во-первых, чтобы получить различные формы пластиковых бутылок, нужно произвести соответствующие заготовки.
Разные способы производства дают возможность изготавливать бутылки с заданными свойствами. Чем сложнее технология и дороже оборудование (некоторые агрегаты стоят больше миллиона евро!), тем качественнее будет готовый продукт. Срок службы пластиковой бутылки бывает разным, от нескольких месяцев до десяти лет и больше.
Из чего сделана пластиковая бутылка
Из чего сделана пластиковая бутылка
- Подробности
- Создано: 05.02.2018 18:57
Пластиковые бутылки имеют широкую сферу использования, они подходят для упаковки разных напитков. Это может быть газировка, минеральная вода, соки или йогурты.
Это может быть газировка, минеральная вода, соки или йогурты.
Из чего же производят пластиковые бутылки? Такой вопрос особенно актуальный для людей, которые интересуются характеристиками и жизненным циклом пластика. Потребители обязательно должны задумываться над тем, как они используют пластик.
Состав и свойства
Процесс производства пластиковых бутылок начинается с получения сырья или добычи нефти из ее месторождений. После получения такого сырья все загружается в контейнеры и транспортируется на заводы. Выходит, что основа пластиковой бутылки — это нефть.
Углеводороды нагреваются и смешиваются с химическими катализаторами. В результате этого происходит процесс полимеризации, получа ется пластик. При обработке из сырья выделяются разные компоненты, а нефтеперерабатывающее предприятие получает мазут и газ.
В большинстве случа ев пластиковые бутылки производят из полиэтилентерефталата (ПЭТ или пластика). Важным химическим параметром считается вязкость материала, определяемая размером молекул такого полимера. Как создают пластиковые бутылки из полиэтилентерефталата? Все очень просто: полиэтилентерефталат широко применяется для производства разных заготовок для тары (преформ). После нагрева из преформ выдуваются пластиковые бутылки разного объема.
Важным химическим параметром считается вязкость материала, определяемая размером молекул такого полимера. Как создают пластиковые бутылки из полиэтилентерефталата? Все очень просто: полиэтилентерефталат широко применяется для производства разных заготовок для тары (преформ). После нагрева из преформ выдуваются пластиковые бутылки разного объема.
Некоторые производители используют Bioplastics — биопластик, который получают из растительных материалов. Такое сырье обрабатывают для формирования полимеров. После процесса преобразования получается биопластик. Этот альтернативный вариант безопасный для окружающей среды, потому что не требует добычи, переработки нефти. Минус в том, что изделия из растительных материалов не имеют длительного термина эксплуатации, разлагаются достаточно быстро. При долгой выдержке бутылки из биопластика могут терять первоначальную форму, протекать. Кроме того, производство биопластика повязано с рядом экологических проблем. При производстве материала задействованы большие площади сельскохозяйственных земель для выращивания зерновых.
О борьбе с мусором
В разных странах мира быстрыми темпами производят тару из пластика. Результатом этого становится складирование мусора. На сегодня пластиковые бутылки считаются достаточно распространенной формой отходов. Беда в том, что не все выброшенные пластиковые бутылки попадают в мусорные баки. В мировых океанах тоже присутствует такой тип отходов, и это создает серьезную угрозу для живых организмов.
Пластик не разрушается полностью, а распадается на миниатюрные сегменты. Эти сегменты попадают к обитателям океанов. Запрет на продажу воды в бутылках из пластика уже действует в американском небольшом городке Конкорд, который территориально находится в штате Массачусетс.
Как из мусора делают бутылки для Coca-Cola, и куда смотрит «Гринпис»: artemspec — LiveJournal
«Изготовлено из переработанного пластика». Такие надписи встречаются на самых различных изделиях — канистрах, расческах, даже детских игрушках. В цивилизованном мире технологии переработки пластика уже шагнули далеко — и позволяют перерабатывать пластиковые бутылки ПЭТ не только в тазики, но и … в точно такие же пластиковые бутылки. На сегодняшний день в России существует всего один завод, работающий по технологии bottle-to-bottle. Давайте посмотрим, как устроено это производство.
Завод «Пларус» был открыт в 2007 году на окраине подмосковного Солнечногорска.
Сегодня тут перерабатывают 1800-2500 тонн пластиковых бутылок в месяц. На входе — грязные использованные бутылки, на выходе — чистое сырье для производства новых.
Сбор сырья производится по сортировочным станциям и полигонам бытовых отходов.
Часть сырья поступает из сотни специальных контейнеров для бутылок, установленных заводом в Солнечногорске, но это — капля в море.
В России не привыкли к тому, что мусор может стоит денег, да и раздельный его сбор не развит (доля «разделки» у завода — не более 1%). Часть бутылок завод закупает у фитнес-клубов и отелей, но и это погоды не делает. Главный источник сырья — обычные свалки со всей страны (везут даже с Урала), где мусор сортируют вручную, выделяют из него бутылки, после чего пакуют и продают заводу. 300-килограммовые кипы грязных прессованных бутылок привозят на территорию завода, где они ждут своего часа.
Часть бутылок завод закупает у фитнес-клубов и отелей, но и это погоды не делает. Главный источник сырья — обычные свалки со всей страны (везут даже с Урала), где мусор сортируют вручную, выделяют из него бутылки, после чего пакуют и продают заводу. 300-килограммовые кипы грязных прессованных бутылок привозят на территорию завода, где они ждут своего часа.
Первый цех занят отбором и сортировкой бутылок. Все оборудование предприятия европейское, от лидеров отрасли переработки ТБО — BRT Recycling Technologie GmbH (Германия), TOMRA Systems ASA (Германия), RTT Steinert GmbH (Германия), BOA (Голландия), SOREMA (Италия), BUHLER AG (Швейцария).
Кипы загружаются в бункеры сортировочных линий, после чего происходит их распаковка и сортировка.
По большому счету, завод мог бы работать автоматически, но в российских реалиях это невозможно. Автоматические линии умеют различать и раскладывать бутылки по цветам, но как в Европе, где пластик поступает в переработку в чистом виде, у нас это не работает — в связи с очень сильной загрязненностью исходного сырья необходима помощь человека, и не одного.
Несколько бригад рабочих вручную сортируют бутылки, срезают этикетки, выкидывают затесавшийся мусор и тару, которая не может быть переработана — например, целиком затянутую в термоусадочный пластик, с посторонними предметами внутри или нестандартного цвета. Для переработки подходят только голубые, коричневые, бесцветные и зеленые бутылки. Последние, к слову, пользуются наименьшей популярностью у заказчиков.
Отсортированные по цветам бутылки вновь прессуются в кипы, и перевозятся на улицу — на склад, где ожидают попадания во второй цех.
В следующем цеху все начинается с распаковки «отсортированных» кип,
после чего бутылки отправляются на мойку.
Здесь тара «стирается» сначала в холодной воде, потом в горячей, потом в щелочном растворе и специальном моющем средстве.
Бутылка отмывается снаружи, растворяется клей, которым была приклеена этикетка. После серии моек — очередной пост ручной сортировки и магнитная металлосепарация.
Следующий этап — дробление. Бутылки измельчаются вместе с пробками, после чего получившиеся хлопья снова проходят процедуру тщательной очистки. В специальном барабане, заполненном жидкостью, происходит отделение бутылочного пластика от пробочного. Плотность у них разная, и хлопья от пробок всплывают на поверхность.
Бутылочные хлопья проходят процедуру финальной индуктивной металлосепрации, после чего специальный компьютерный станок отбирает бракованные флексы другого цвета.
Затем часть продукции упаковывают в 2-метровые мягкие контейнеры, так называемые Big-Bag. Флекс — прекрасное сырье для изготовления различных хозтоваров, стройматериалов и даже… флисовой ткани!
Перед запуском в дальнейшее производство, берется проба полученных хлопьев, которая отправляется в химическую лабораторию для различных тестов.
После этого хлопья пневмотанспортом подаются в третий цех — на линии экструзии и гранулирования. Процесс полностью автоматизирован.
Процесс полностью автоматизирован.
Процесс в третьем цеху состоит из нескольких этапов. Во первых, повторное металлоотделение, потом предварительный разогрев, удаление ацетальдегида и других вредных примесей, фильтрация.Сначала хлопья режутся в измельчителе, после чего флекс плавится при температуре 280 градусов Цельсия.
Специальная машина — фильера выдавливает из расплавленного и очищенного пластика тонкие нити (стренги), которые осушаются и режутся на гранулы.
Аморфный гранулят транспортируется на кристаллизацию и далее поступает в реактор.
После 16-ти часовой поликонденсации в реакторе, под воздействием азота и высокой температуры аморфный гранулят превращается в финальное сырье — высоковязкий ПЭТ-гранулят для производства ПЭТ-бутылок.
Каждая партия продукции повторно контролируется — полученные гранулы внимательно изучаются специалистами.
Готовый продукт упаковывают в большие мешки, после чего отправляют заказчикам.
Гранулят одобрен для использования в упаковке для пищевых продуктов согласно экспертному заключению ФБУЗ «Центр гигиены и эпидемиологии Московской области». Бутылки из него получаются точно такие же прозрачные и чистые, как и из обычного гранулята, полученного химическим путем. Именно поэтому одним из клиентов завода является компания Coca-Cola.
В год завод, на котором работает 150 человек, может выпускать до 10 тысяч тонн готовой продукции, но текущий объем меньше. Причина — нехватка исходного сырья… Именно поэтому одним из организаторов туров на завод «Пларус» является организация… GreenPeace. Экологи приветствуют раздельный сбор мусора и переработку пластика — этот процесс в три раза меньше вредит планете, чем обычное производство пластика.
Серьезный повод задуматься!
Изготовление пластиковых крышек и пробок для бутылок — особенности пластика
Главная » Статьи » Этапы производства пластиковых бутылок и крышекМатериал
Пластиковые бутылки изготавливают из полиэтилентерефталата (аббревиатура названия данного полимера: ПЭТ). Это сложный полиэфир, в состав которого входят этиленгликоль и труднорастворимая (в том числе и в воде) терефталевая кислота. Результатом соответствующей химической реакции становится лёгкий, жёсткий и прочный материал без запаха и цвета, не выделяет токсические вещества. В России полиэтилентерефталат применяется для изготовления заготовок различного вида, которые называют «преформами».
Это сложный полиэфир, в состав которого входят этиленгликоль и труднорастворимая (в том числе и в воде) терефталевая кислота. Результатом соответствующей химической реакции становится лёгкий, жёсткий и прочный материал без запаха и цвета, не выделяет токсические вещества. В России полиэтилентерефталат применяется для изготовления заготовок различного вида, которые называют «преформами».
Полиэтилентерефталат имеет выраженные термопластические свойства. Именно эти свойства сделали возможным производство бутылок путем формования преформ, после нагревания их в специальном аппарате в течение приблизительно 15 минут, внутренним надуванием. Нагревают преформы для того, чтобы материал, из которого они изготовлены, приобрёл тягучесть и пластичность. Последующую выдувку бутылки осуществляют автоматы. Преформу надевают горлышком вниз на специальную форсунку, затем происходит подача внутрь некоторого объёма сжатого воздуха, и бутылка приобретает свой стандартный вид.
Этапы производства
Пластиковые крышки для ПЭТ бутылок изготавливают на фабриках и заводах. Процесс довольно сложный, производство крышек от пластиковых бутылок состоит из нескольких этапов:
Процесс довольно сложный, производство крышек от пластиковых бутылок состоит из нескольких этапов:
- Производство начинается с доставки и размещения материала в специально отведенном помещении. Далее происходит всасывание сырья специальным шлангом и транспортировка его на производственный этап, называющийся пластификацией. На этом этапе сырьё подвергается плавлению, после его смешивают с подходящим красителем.
- Подготовленный материал распределяется по специальным формам и под значительным давлением прессуется. Технология данного процесса налажена так, что любая пробка обладает однородным уровнем плотности.
- Завершающий этап — кондиционирование и охлаждение произведенной продукции, а также её дальнейшая доставка в упаковочный цех при помощи транспортной ленты. В некоторых случаях перед упаковкой добавляют внутренние каучуковые прокладки и собирают пластиковые крышки для бутылок. Их называют двухкомпонентными и применяют при упаковке сильногазированных жидкостей.


Производство колпачков для пластиковых бутылок предусматривает соответствие определенным требованиям, в число которых входит абсолютная экологичность и безопасность используемого для их изготовления материала. Пластиковые крышечки и пробки не должны пропускать углекислый газ. Если это условие не соблюдается, длительное хранение жидкости в подобной таре становится невозможным.
От качества крышек для пластиковых бутылок напрямую зависит качество сохранности, находящейся в пластиковой таре продукции. Поэтому выбирать их следует достаточно скрупулезно, доверяя исключительно проверенным поставщикам и магазинам, уже успевшим заслужить достойную репутацию.
Процесс производства пластиковых бутылок — Как изготавливаются пластиковые бутылки
Бутылки для воды из полиэтилентерефталатаИзображение предоставлено: Salov Evgeniy / Shutterstock.com
Производство пластиковых бутылок происходит поэтапно. Производители пластиковых бутылок обычно используют один из четырех типов пластика для изготовления бутылок. Обычно пластиковые бутылки, используемые для питьевой воды и других напитков, изготавливаются из полиэтилентерефталата (ПЭТ), поскольку этот материал одновременно прочный и легкий.Полиэтилен (PE) в форме высокой плотности используется для изготовления жестких пластиковых бутылок, таких как бутылки для моющих средств, а в форме низкой плотности — для изготовления бутылочек для отжима. Полипропилен (ПП) используется для изготовления бутылочек для таблеток и тому подобного. Поликарбонат (ПК) используется для многоразовых бутылок с водой и аналогичных многоразовых емкостей. Чтобы понять процесс производства, полезно сначала изучить состав материалов, из которых они сделаны.
Обычно пластиковые бутылки, используемые для питьевой воды и других напитков, изготавливаются из полиэтилентерефталата (ПЭТ), поскольку этот материал одновременно прочный и легкий.Полиэтилен (PE) в форме высокой плотности используется для изготовления жестких пластиковых бутылок, таких как бутылки для моющих средств, а в форме низкой плотности — для изготовления бутылочек для отжима. Полипропилен (ПП) используется для изготовления бутылочек для таблеток и тому подобного. Поликарбонат (ПК) используется для многоразовых бутылок с водой и аналогичных многоразовых емкостей. Чтобы понять процесс производства, полезно сначала изучить состав материалов, из которых они сделаны.
Из чего сделаны пластиковые бутылки?
Как упоминалось выше, пластиковые бутылки обычно изготавливают из ПЭТ, ПП, ПК и ПЭ.PE часто называют LDPE (полиэтилен низкой плотности) или HDPE (полиэтилен высокой плотности). Ниже мы рассмотрим, как каждый материал влияет на процесс производства бутылок.
ПЭТ (полиэтилентерефталат)
Полиэтилентерефталат представляет собой термопластичный полимер, который может быть непрозрачным или прозрачным, в зависимости от точного состава материала. Как и большинство пластиков, ПЭТ производится из углеводородов нефти в результате реакции между этиленгликолем и терефталевой кислотой.ПЭТ полимеризуется с образованием длинных молекулярных цепочек, что позволяет впоследствии производить ПЭТ-бутылки.
Как и большинство пластиков, ПЭТ производится из углеводородов нефти в результате реакции между этиленгликолем и терефталевой кислотой.ПЭТ полимеризуется с образованием длинных молекулярных цепочек, что позволяет впоследствии производить ПЭТ-бутылки.
Сама по себе полимеризация может быть сложным процессом и объясняет многие несоответствия между одной партией произведенного ПЭТ и другой. Обычно при полимеризации образуются примеси двух типов: диэтиленгликоль и ацетальдегид. Хотя диэтиленгликоль обычно не производится в достаточно больших количествах, чтобы повлиять на ПЭТ, ацетальдегид может образовываться не только во время полимеризации, но и в процессе производства бутылок.Большое количество ацетальдегида в ПЭТ, используемом для производства бутылок, может придать напитку странный вкус.
После изготовления самого пластика можно начинать процесс производства ПЭТ-бутылок. Чтобы убедиться, что пластик пригоден для использования, после производства проводятся многочисленные тесты, чтобы проверить, что бутылки непроницаемы для углекислого газа (что важно для бутылок с газировкой). Другие факторы, такие как прозрачность, блеск, сопротивление разрушению, толщина и сопротивление давлению, также тщательно контролируются.
Другие факторы, такие как прозрачность, блеск, сопротивление разрушению, толщина и сопротивление давлению, также тщательно контролируются.
Дополнительную информацию о ПЭТ см. В нашей статье о полиэфирных смолах.
LDPE / HDPE (полиэтилен низкой и высокой плотности)
Другой термопласт, полиэтилен, используется для изготовления выдувных кувшинов для молока и воды, бутылок для моющих средств, бутылок для кетчупа и т.д. должен быть выдувным формованием, и сегодня он все еще используется для изготовления сжимаемых бутылок, поскольку он имеет высокую пластичность по сравнению с HDPE, но более низкую прочность.HDPE используется во многих формах разливных бутылок. Материал в своей естественной форме обычно бывает белого или черного цвета и становится полупрозрачным при разбавлении до размеров молочных бутылок и т.п. Поставщики могут регулировать состав для увеличения прочности на разрыв, прозрачности, формуемости, пригодности для печати или других параметров.
Полиэтилен состоит из одного мономера, этилена, что делает его гомополимером. LDPE является аморфным, а HDPE — кристаллическим, что объясняет большую пластичность LDPE и более высокую жесткость HDPE.Полиэтилен дороже полипропилена — самого дешевого из термопластов, — хотя эти два материала имеют много общего.
LDPE является аморфным, а HDPE — кристаллическим, что объясняет большую пластичность LDPE и более высокую жесткость HDPE.Полиэтилен дороже полипропилена — самого дешевого из термопластов, — хотя эти два материала имеют много общего.
Для получения дополнительной информации о полиэтилене высокой плотности см. Нашу статью о полиэтиленовых смолах.
ПП (полипропилен)
Полипропиленовая смола — это обычно непрозрачный полимер низкой плотности с превосходными характеристиками термоформования и литья под давлением. Что касается бутылок, он в первую очередь конкурирует с полиэтиленом и может быть сделан прозрачным для прозрачных применений, в то время как полиэтилен можно сделать только полупрозрачным, как, например, в кувшинах для молока.Полипропилен не может сравниться по оптической прозрачности с полимерами, такими как поликарбонат, но с ним вполне справляется. Его низкая вязкость при температурах плавления делает его хорошо подходящим для экструзии и формования, включая выдувное формование.
Дополнительную информацию о полипропилене см. В нашей статье о полипропиленовых смолах.
ПК (поликарбонат)
Поликарбонаты получают полимеризацией бисфенола А (C 15 H 16 O 2 ) и фосгена (COCl 2 ).Это дорогостоящий материал по сравнению с другими полимерами для изготовления бутылок, поэтому его использование ограничивается в основном высококачественными многоразовыми бутылками, такими как бутылочки для кормления или те, которые используются в кулерах для воды или в лабораторных условиях. Материал обладает превосходными оптическими свойствами и прочностью, что делает его подходящим для бутылок, содержимое которых должно отображаться с прозрачностью стекла, но которые также должны выдерживать многократное, а иногда и грубое обращение. Материал выдерживает многократные стирки и автоклавируется.
Дополнительную информацию о ПК см. В нашей статье о поликарбонатных смолах.
Процесс производства пластиковых бутылок
Как изготавливаются пластиковые бутылки? Бутылки обычно формуются посредством выдувного формования, хотя существует несколько методов, включая повторный нагрев и выдувное формование, экструзионное выдувное формование и возвратно-поступательное выдувное формование.
Бутылки для разогрева и выдувания
Первым этапом типичного двухэтапного процесса производства бутылок для разогрева и выдувания (RBM) является литье под давлением.Пластиковые гранулы пластифицируются в цилиндре литьевой машины, где пластик плавится под действием тепла и сдвигающего действия подающего шнека. Затем пластик впрыскивается в формы с множеством полостей, где он принимает форму длинных тонких трубок. Эти трубки, называемые заготовками, обычно включают сформированные горлышки и резьбу, которые будут использоваться для закрытия бутылок, которые еще не появятся. Заготовки или преформы из ПЭТ легко доставляются на предприятия по розливу, поскольку они намного компактнее, чем полностью сформированные бутылки.
Во время процесса повторного нагрева заготовки загружаются в устройство подачи и проходят через устройство для разборки, которое ориентирует заготовки для подачи в выдувную машину. Заготовки нагреваются, проходя через кварцевые нагреватели, а затем поступают в форму. Здесь тонкий стальной стержень, называемый оправкой, скользит в горлышко заготовки, где он заполняет заготовку воздухом под высоким давлением, и начинается формование с раздувом и вытяжкой: в результате сжатого воздуха, тепла и давления заготовка превращается в форму. выдувается и вытягивается в форму в осевом и радиальном направлении, где она принимает форму бутылки.В результате этого процесса получается так называемая двухосно ориентированная бутылка, которая обеспечивает барьер CO 2 , идеально подходящий для хранения газированных напитков.
Здесь тонкий стальной стержень, называемый оправкой, скользит в горлышко заготовки, где он заполняет заготовку воздухом под высоким давлением, и начинается формование с раздувом и вытяжкой: в результате сжатого воздуха, тепла и давления заготовка превращается в форму. выдувается и вытягивается в форму в осевом и радиальном направлении, где она принимает форму бутылки.В результате этого процесса получается так называемая двухосно ориентированная бутылка, которая обеспечивает барьер CO 2 , идеально подходящий для хранения газированных напитков.
Форма должна охлаждаться относительно быстро, чтобы вновь сформированный компонент застыл правильно. Существует несколько методов охлаждения, как прямого, так и непрямого, с помощью которых можно эффективно охлаждать форму и пластик. Вода может течь по трубам, окружающим форму, что косвенно охлаждает форму и пластик. Прямые методы включают использование сжатого воздуха или углекислого газа непосредственно на пресс-форме и пластике.
После того, как бутылка (или, при непрерывном производстве, бутылки) остынет и застынет, ее можно вынуть из формы. Если использовался непрерывный процесс формования, бутылки необходимо разделить, обрезав пластик между ними. Если использовался прерывистый процесс, иногда излишки пластика могут просочиться через форму во время производства и потребуют обрезки. После извлечения бутылки из формы и удаления излишков пластика пластиковые бутылки готовы к транспортировке или розливу.
Бутылки для экструзионно-выдувного формования
Другие процессы производства бутылок объединяют формование заготовок и выдувное формование в рамках единого непрерывного процесса. Одной из таких машин является экструзионная машина непрерывного действия, в которой экструдер непрерывно производит заготовку. В процессе формования экструзией с раздувом заготовка формируется вертикально, а толщина ее стенки варьируется путем изменения размера отверстия, через которое экструдируется заготовка. Половинки формы закрываются над подвешенной заготовкой и переносят ее на станцию выдувного формования, где формируют бутылку, как на втором этапе процесса RBM, описанного выше.Изменение толщины стенки решает проблему неоднородности свисающей заготовки, поскольку вес сформированной части в противном случае растянет горячую и все еще формирующуюся часть над ней. Таким образом, толщина стенки увеличивается по мере формирования заготовки для создания однородной толщины во всем пласте.
Половинки формы закрываются над подвешенной заготовкой и переносят ее на станцию выдувного формования, где формируют бутылку, как на втором этапе процесса RBM, описанного выше.Изменение толщины стенки решает проблему неоднородности свисающей заготовки, поскольку вес сформированной части в противном случае растянет горячую и все еще формирующуюся часть над ней. Таким образом, толщина стенки увеличивается по мере формирования заготовки для создания однородной толщины во всем пласте.
Бутылки для поршневого выдувного формования
Другой производственный процесс — это машина для возвратно-выдувного формования. Эти машины перемещают винт линейно внутри ствола инжектора для накопления дроби.Затем винт проталкивает дробь через оправку для создания заготовки, после чего ее формуют обычным образом. Такие машины обычно используются для создания вездесущих молочных кувшинов с ручкой из полиэтилена высокой плотности, которые первоначально производила Uniloy Corp. в 1960-х годах.
Как изготавливаются бутылки с водой?
Производство бутылок для воды зависит от материала, из которого изготовлена бутылка, поскольку эти бутылки часто изготавливаются из пластика, металла или других материалов. Но из чего сделаны пластиковые бутылки для воды? Одноразовые бутылки изготавливаются из ПЭТ, а многоразовые бутылки для воды могут быть изготовлены из ПЭТ, ПП или ПВХ (поливинилхлорида).
Для одноразовых бутылок с водой, иногда переработанный ПЭТ смешивается с новым ПЭТ до того, как материал расплавится при температуре 500 градусов F (260 C). Оттуда пластик проходит через описанный выше процесс RBM. Пластмасса многоразовых бутылок с водой должна быть расплавлена при температуре 66-177 C (150-350 градусов F), прежде чем они будут подвергнуты экструзионно-раздувному формованию. Оттуда их можно повторно нагреть во второй раз, чтобы придать им еще большую форму, а затем они охлаждаются.
Сводка
В этой статье представлено краткое обсуждение процесса производства пластиковых бутылок и материалов, используемых для изготовления пластиковых бутылок. Для получения дополнительной информации о связанных продуктах или процессах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Для получения дополнительной информации о связанных продуктах или процессах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- Наука
- Качество продукции с логотипом
Прочие изделия из пластмассы
Больше из раздела «Обработка материалов»
Как изготавливаются пластиковые бутылки? — Fun Kids
Сэр Сидни МакСпрокет собирал факты — все о производстве!
Сегодня он узнает все о пластиковых бутылках!
Пластиковая бутылка — вещь достаточно распространенная, и вы наверняка хорошо ее знаете!
Но как делают пластиковую бутылку?
Многие пластиковые бутылки сделаны из вещества, называемого ПЭТ, сокращенно от полиэтилентерефталата.Благодаря ей бутылки становятся легкими и прочными, что полезно, когда бутылки используются для еды и напитков.
Гранулы из ПЭТ и переработанного пластика загружаются в специальные печи и нагреваются до 260 градусов по Цельсию, чтобы они расплавились.
Этот расплавленный пластик затем впрыскивается в небольшие формы — это похоже на пустое пространство, которое формирует из пластика длинные тонкие трубки.
Затем трубы повторно нагреваются и помещаются в формы для бутылок, где воздух под высоким давлением надувает их, заполняя форму и принимая окончательную форму.
Иногда, чтобы убедиться, что дно каждой бутылки имеет плоскую форму, чтобы помочь ей стоять прямо, в процессе формования к бутылке присоединяется еще один кусок пластика.
Бутылки необходимо охладить немедленно, иначе они потеряют форму, так как теплый пластик будет стекать вниз.
Иногда вокруг форм может циркулировать холодная вода или жидкий азот, либо продувается воздух комнатной температуры.
Как и в большинстве других производств, важно тестировать образцы с производственной линии.
образцов будут измерены, чтобы убедиться, что они имеют правильную форму и размер. Их также раздавят, чтобы увидеть, насколько они сильны. Готовые бутылки будут упакованы в коробки и готовы к отправке.
Последний шаг — закрывать бутылку крышкой. Это делает компания по производству продуктов питания после добавления напитка или еды.
Хотя пластик является очень универсальным материалом, естественное разложение может занять сотни лет. Вот почему так важно утилизировать все, что вы используете!
Сидни МакСпрокет — постоянный изобретатель Fun Kids!
Когда он не в Эдинбурге, возится с дурацкими приспособлениями в своей мастерской, он узнает все о производстве!
В последней серии Сидни узнает о множестве предметов повседневного обихода от жестяных банок и зубных щеток до пластиковых бутылок и пирекса…
Откройте для себя невероятные истории некоторых всемирно известных изобретений в этом подкасте.
Откройте для себя невероятные истории некоторых всемирно известных изобретений в этом подкасте.
Изучите все бесплатные подкасты Fun Kids!
Скачайте сериал, чтобы слушать на телефоне, планшете или в машине!
ПЕРЕЙТИ ВО ВСЕ ПОДКАСТЫ
«Как это сделано» Сидни МакСпрокета при поддержке Королевской комиссии по выставке 1851 года.
Как изготавливаются пластиковые бутылки? : O.Berk Company
Полиэтилентерефталатный (ПЭТ) пластик — прочный, легкий пластик, который часто используется для изготовления контейнеров для пищевых продуктов и напитков, фармацевтики и личной гигиены.Вариант полиэфирного пластика существует с 1833 года, когда он был впервые разработан как жидкий лак. В 1941 году ПЭТ был разработан химиками DuPont, но популярность пластиковых бутылок получила только в 1970-х годах.
Инженер DuPont Corporation Натаниэль К. Уайет разработал первую пластиковую бутылку после многих лет экспериментов. Он обнаружил, что метод выдувного формования используется до сих пор. Компания Wyeth преодолела давние проблемы, такие как неравномерная толщина стенок и нестандартные размеры горловины, с помощью выдувного формования пластмасс и укрепила процесс, позволяющий создавать хорошо структурированные и прочные пластиковые бутылки.
С тех пор каждый год производятся миллиарды бутылок, что привело к расширению программ утилизации отходов по всему США, чтобы ограничить рост свалок и увеличить повторное использование материала. Производители сейчас находят новые способы вторичной переработки ПЭТ и находят ему хорошее применение на рынке.
Производство пластиковых бутылок
ПЭТ — это разновидность полиэстера. Это полимер, в основном полученный из углеводородов нефти и являющийся результатом реакции между мономерами этиленгликоля и терефталевой кислоты.
При производстве пластмасс ПЭТ терефталевая кислота объединяется с метанолом для получения диметилтерефталата и воды. Затем этот продукт объединяют с этиленгликолем при температуре 305 градусов по Фаренгейту, чтобы создать другое вещество, известное как бис (2-гидроксэтил) терефталат и метанол.
На заключительном этапе образуется полимер, в то время как высвобождается другая молекула. Этот процесс конденсационной полимеризации бис (2-гидроксиэтил) терефталата происходит в вакууме при 530 градусах по Фаренгейту, образуя цепочки из ПЭТ и этиленгликоля, которые постоянно удаляются в процессе полимеризации и используются для производства дополнительного ПЭТ.
Когда смесь ПЭТ достигает нужной толщины, ее быстро охлаждают, чтобы предотвратить обесцвечивание и разрушение. Позже его можно разогреть для дополнительных целей.
Процесс изготовления бутылок
ПЭТ-бутылок обычно изготавливают с использованием одного из трех процессов выдувного формования, перечисленных ниже.
Литье под давлением с раздувом
Идеально подходит для небольших пластиковых бутылок, процесс литья под давлением с раздувом может использоваться для формования широкого спектра полимеров, включая ПЭТ и ПЭВП.Разбейте ступеньки и посмотрите, как пластик переходит от гранул к контейнеру в этом коротком видео.
Экструзионно-выдувное формование
Процесс экструзионного выдувного формования включает экструзию расплавленного пластикового полимера, обычно HDPE или LDPE, в полую трубу или «Parison». Во время процесса экструзионного челночного выдувного формования две формы перемещаются вперед и назад для захвата непрерывно экструдированной заготовки. Узнайте, как это сделать, в этом коротком видео.
Процесс литья под давлением с вытяжкой и раздувом
Широкий выбор бутылок, банок и других контейнеров можно формовать с помощью универсального процесса литья под давлением с вытяжкой и раздувом.Из преформ можно сразу же формовать готовые контейнеры с помощью одностадийного метода или сохранять в качестве запаса для последующего использования в двухэтапном методе. В этом коротком видео мы разберем одноэтапный процесс от гранул до контейнера.
Процесс проверки
Тщательные испытания ПЭТ-бутылок проводятся на последнем этапе производственной линии перед упаковкой, чтобы гарантировать их соответствие отраслевым стандартам. Тестирование может включать:
- Испытания на ударопрочность
- Испытания под давлением
- Испытания на проницаемость
- Проверка прозрачности
Производители также проверяют соответствие размера, формы и отделки конечного продукта перед упаковкой и отправкой в конечный пункт назначения.
Процесс изготовления пластиковых бутылок | Sciencing
Производители производят широкий спектр пластиковых бутылок, включая бутылки для воды, бутылки из-под газировки и контейнеры для пищевых продуктов, например, для горчицы или кетчупа. Полиэтилентерефталат (ПЭТ) особенно популярен при производстве бутылок любого типа, соприкасающихся с продуктами питания или питьевой водой. Из этого материала получаются легкие, но при этом прочные и долговечные бутылки. Хотя производители могут немного изменить процесс в зависимости от собственных методов, основной метод производства бутылок является универсальным.
TL; DR (слишком долго; не читал)
TL; DR: пластиковые гранулы нагреваются до 500 градусов по Фаренгейту перед впрыском в формы в форме бутылок.
Сырье
ПЭТ — это пластичная смола, полученная из нефтяных углеводородов. Производитель создает длинные цепочки пластиковых молекул с помощью процесса, называемого полимеризацией, а затем смешивает материал с несколькими химическими соединениями. Они разрезают смолу на маленькие гранулы и отправляют ее производителю бутылок.Завод по производству бутылок смешивает гранулы полиэтилентерефталата с «измельченным» — переработанным пластиком, превращенным в хлопья. Пластик теряет некоторые из своих физических свойств при многократном нагревании, поэтому производители должны ограничивать количество используемого измельченного материала, обычно ограничивая этот ингредиент 10% от общей смеси. Если не производятся прозрачные бутылки, в смесь также добавляются красители.
Создание преформы
Экструдер плавит ПЭТ и измельчает смесь при температуре около 500 градусов по Фаренгейту.Шнек внутри экструдера сжимает смесь ПЭТ и впрыскивает почти расплавленный материал в формы. Пресс-форма производит преформу бутылки, которую иногда называют заготовкой. Заготовка выглядит как толстостенная пробирка, часто с характерной для бутылки завинчивающейся крышкой. Преформа охлаждается, когда она попадает в машину, называемую выдувным формовщиком, и, возможно, ее придется довести до температуры, указанной производителем для этой операции. При необходимости производитель бутылок повышает температуру преформы в небольшой духовке.
Растяжение преформы
Преформы попадают в форму, состоящую из двух частей, которая закрывается вокруг нее. Форма внутри этой формы точно такая же, как у готовой бутылки. Внутри длинная игла проталкивается вверх через преформу, которая подвешена концом винта вниз. Игла вытягивает преформу вверх по направлению к верху формы, которая будет дном бутылки, и одновременно вдувает в преформу достаточно сжатого воздуха, чтобы прижать ее к стенкам формы.Этот процесс формования с раздувом и вытяжкой должен происходить быстро, чтобы сохранить целостность бутылки и однородную форму. Некоторые производители приваривают отдельную деталь дна к бутылке во время выдувного формования, в то время как другие производят дно из преформы вместе с остальной частью бутылки.
Охлаждение и обрезка
Бутылку необходимо охладить почти мгновенно, иначе она потеряет форму, когда сила тяжести заставит ее сползать вниз в податливом, нагретом состоянии. Некоторые производители охлаждают бутылку, пропуская через форму холодную воду или жидкий азот, другие предпочитают наполнить ее воздухом комнатной температуры.Форма обычно дает чистую бутылку, но на стыках бутылок, где встречаются две половинки формы, может происходить некоторая вспышка. В этом случае операторы обрезают лишний материал и добавляют его в измельченный материал.
Как пластиковая бутылка превратилась из чудо-контейнера в ненавистный мусор
Эта статья была создана в партнерстве с Национальным географическим обществом.
Трудно определить момент, когда современная пластиковая бутылка для напитков изменила мировые привычки питья. День, когда нью-йоркские супермодели начали носить высокие бутылки с водой Evian в качестве аксессуара на подиумах модных показов в конце 1980-х годов, несомненно, стал сигналом о будущем.Были проданы миллиарды бутылок с обещанием, что вода в бутылках полезна для волос и кожи, полезнее для здоровья, чем безалкогольные напитки, и безопаснее, чем водопроводная вода. И потребителям не потребовалось много времени, чтобы поверить в то, что им нужна вода в пределах досягаемости практически везде, куда бы они ни пошли.
Пластиковые бутылки и крышки для бутылок занимают третье и четвертое место по количеству собираемого пластикового мусора в ежегодной уборке пляжей Ocean Conservancy.
Изображение Ханной Уитакер, National GeographicПожалуйста, соблюдайте авторские права.Несанкционированное использование запрещено.
Что отличает бутылки от других пластмассовых изделий, рожденных ростом потребления после Второй мировой войны, так это явная скорость, с которой бутылка для напитков, теперь повсеместно распространенная во всем мире, перешла от удобства к проклятию. Переход произошел в одном поколении.
«Пластиковая бутылка изменила индустрию напитков и во многом изменила наши привычки», — говорит Питер Глейк, соучредитель и почетный президент Тихоокеанского института в Окленде, Калифорния, и автор книги Bottled and Sold: The Story Behind Наша одержимость водой в бутылках .
«Мы стали обществом, которое, кажется, думает, что если у нас не будет воды под рукой, произойдут ужасные вещи. Это глупо. — Раньше никто не умирал от жажды, — говорит он.
К 2016 году, когда продажи бутилированной воды в США официально превзошли безалкогольные напитки, мир осознал нарастающий кризис пластиковых отходов. Реакция на избыток выброшенных бутылок, засоряющих водные пути, загрязняя океаны и засоряющих интерьер, была быстрой.Внезапно носить с собой пластиковые бутылки с водой стало некруто.
Что круто, так это носить: модная мода воплощается в дизайнерской одежде из переработанных бутылок с водой. Существует даже растущий рынок предметов роскоши из нержавеющей стали многоразового использования, в том числе бутылки из ограниченного выпуска, покрытые тысячами кристаллов Сваровски, которые продаются почти за 2000 долларов.
Пластиковые бутылки и крышки для бутылок занимают третье и четвертое место по объему сбора пластикового мусора в ежегодной сентябрьской уборке пляжей Ocean Conservancy в более чем 100 странах.Активисты нацелены на бутылку, как на следующую в очереди на запрет после пластиковых пакетов для покупок. В крошечных городках Конкорд, Массачусетс и Банданун, Австралия, бутылки уже запрещены, как и в многочисленных общественных парках, музеях, университетах и зоопарках в Европе и США.
Развивающийся мир, где 2,2 миллиарда человек по-прежнему не имеют доступа к чистой питьевой воде, по данным Организации Объединенных Наций, а вода в бутылках часто является единственным безопасным вариантом, опережает эту проблему.В июне Кения объявила о запрете одноразового использования пластика на пляжах и в национальных парках, лесах и заповедниках, вступившем в силу в июне 2020 года, а Муниципальная корпорация Южного Дели запретила одноразовые бутылки с водой во всех городских офисах.
Краткая историяПотребители пили напитки в бутылках более века, сначала в стеклянных бутылках, затем в стальных, а затем и в алюминиевых банках. Первые пластиковые бутылки представляли собой легкую альтернативу, но они содержали химические вещества и не содержали газированных напитков.Если бутылка не взорвалась, газировка шла на спад. Только в 1970-х годах появился чудо-пластик, известный как ПЭТ, который изменил правила игры.
Полиэтилентерефталат существует с 1941 года. Химики Du Pont разработали его, экспериментируя с полимерами для изготовления тканей. В 1973 году Натаниэль Уайет, еще один ученый Du Pont, запатентовал первую ПЭТ-бутылку. Он был легким, безопасным, дешевым и пригодным для вторичной переработки. Другими словами, это был идеальный контейнер, чтобы подготовить почву для последовавшего за этим запоя из бутылки.
Перье и Эвиан примерно в то время пересекли Атлантику, положив начало повальному увлечению бутилированной водой. PepsiCo, наконец, присоединилась к водному бизнесу и представила Aquafina в 1994 году. За ней последовала Coke с Dansani в 1999 году. Оба бренда используют очищенную водопроводную воду. Согласно данным Beverage Marketing Corp., опубликованным Wall Street Journal , с 1994 по 2017 год продажи воды в США выросли на 284 процента.
Между 1960 и 1970 годами средний человек покупал от 200 до 250 упакованных напитков в год, как сообщила Элизабет Ройт в своей книге Bottlemania, со ссылкой на данные Института утилизации контейнеров.По ее словам, большинство этих покупок было связано с бутылками многоразового использования. Согласно данным отчета Euromonitor International о глобальных тенденциях в области упаковки, опубликованного в 2017 году изданием The Guardian, по состоянию на 2017 год в мировом масштабе каждую минуту покупался миллион пластиковых бутылок для напитков. По данным Ассоциации индустрии пластмасс, сегодня пластиковые бутылки и банки составляют около 75 процентов всех пластиковых контейнеров по весу в Соединенных Штатах.
Рамани Нараян, профессор химической инженерии в Университете штата Мичиган, предупреждает, что полностью сосредоточиться на количестве и чрезмерном использовании пластиковых бутылок — значит упустить суть проблемы.
«Необходимо сократить чрезмерное использование пластиковых бутылок», — говорит он. «Но проблема заключается в неправильном использовании бутылок в конце их срока службы. Проблема заключается в восстановлении продукта и стимулах к переработке, а также в обязательстве со стороны регулирующих органов, а также владельцев брендов использовать только бутылки, содержащие не менее 50 процентов переработанного пластика. Или 60 процентов. Они не берут на себя этого обязательства ».
Бутылки — новая жизньПо мере того, как внимание общественности к кризису пластиковых отходов сужается, мир наводнен решениями для бутылок.Как правило, они делятся на две категории: усилия по сокращению использования пластиковых бутылок и усилия по поиску новых способов обращения с бутылками после их выбрасывания.
Только в Лондоне предпринимаются попытки сократить количество пластиковых бутылок. Мэр Садик Хан объявил о планах построить 100 новых фонтанов для многоразовых бутылок. Весной прошлого года бегунам Лондонского марафона на 23-й миле вручили мешочки со съедобными водорослями, в которых находился спортивный напиток для утоления жажды. А Selfridges, лондонский универмаг с вековой историей, вытеснил пластиковые бутылки из-под напитков со своего фуд-корта в пользу стеклянных бутылок, алюминиевых банок и заправочных станций.
После того, как бутылки превратились в мусор, предприниматели по всему миру превращают их в картриджи с чернилами для принтеров, столбы для ограждений, кровельную черепицу, ковры, полы и лодки, и это лишь некоторые из них. Даже дома построены из бутылок. Последний — трехэтажный современный дом на берегу реки Метеган в Новой Шотландии, который считается способным противостоять урагану 5-й категории. Потребовалось всего 612 000 бутылок.
В лабораториях регулярно появляются новые версии бутылок, утверждающих, что они биоразлагаемые или компостируемые, а химики пластмассовой промышленности экспериментируют с «химической переработкой», которая возвращает полимеры в их составные мономеры, что позволяет их многократно переделывать в новые пластиковые бутылки.
Многие из решений не масштабируются до уровня, который привел бы к заметным изменениям, и большинство из них, включая биоразлагаемые, по-прежнему требуют выполнения самой элементарной и наименее функциональной части срока службы бутылки: кто-то должен выбрать их все вверх.
Уровень вторичного использования остается низким. В 2016 году было собрано менее половины бутылок, купленных во всем мире. В Соединенных Штатах новые ПЭТ-бутылки содержат только 7 процентов переработанного содержимого, сказала Сьюзан Коллинз, исполнительный директор Института переработки контейнеров.Хотя потребители безалкогольных напитков послушно возвращали стеклянные бутылки и получали возмещение за десятилетия до изобретения ПЭТ, компании, производящие напитки, долгое время активно выступали за переработку и решительно выступали против законодательства о сдаче бутылок, утверждая, что счета за бутылки обходятся им слишком дорого.
Компании по производству напитков обязались использовать больше переработанных бутылок в производстве, цель, которая направлена на сокращение производства новой смолы и увеличение количества рециркуляций за счет увеличения стоимости восстановления бутылок.
PepsiCo обязалась увеличить содержание вторичного сырья во всей своей пластиковой упаковке на 25 процентов к 2025 году.Nestle Waters пообещала сделать всю свою упаковку пригодной для вторичной переработки к 2025 году и увеличить содержание вторичного сырья в бутылках до 35 процентов к 2025 году во всем мире и до 50 процентов в США, уделяя особое внимание Poland Spring. Кроме того, количество вторичного сырья для европейских брендов увеличится до 50 процентов к 2025 году.
Coca-Cola обязалась утилизировать использованную бутылку или банку из каждой проданной компании к 2030 году и увеличить количество переработанного материала в пластиковых бутылках до 50 процентов к 2030 году.
планета или пластик?
Три вещи, которые вы можете сделать, чтобы стать частью решения:
1.Носите с собой многоразовую бутылку.
2. По возможности отдавайте предпочтение алюминиевым банкам, а не пластиковым.
3. Утилизируйте все пластиковые бутылки.
Заставить потребителей платить?
Марк Мюррей, исполнительный директор организации «Калифорнийцы против отходов», говорит, что утилизация пластиковых отходов не улучшится, пока им не будет придана большая ценность за счет дополнительных затрат на продукт.
«Если компания решит продавать мне воду в одноразовом контейнере, мне придется оплатить полную стоимость доставки этой воды в одноразовом контейнере, включая утилизацию этого контейнера как отходов.Эти добровольные усилия хороши. Но главное — правильно оценить цену ».
Бен Джордан, старший директор по экологической политике Coke, сказал, что Coke проводит переоценку программ депонирования бутылок по всему миру, а также пяти основных типов систем рециркуляции во всем мире, чтобы определить на местном уровне, как максимально увеличить утилизацию пластиковых отходов. Он отметил, что предприятия Coke в Мехико перерабатывают практически 100 процентов ПЭТ.
«Мы все согласны по этому поводу, — говорит он. «Есть ли способы, при которых упаковка вообще не требуется? Есть ли места, куда можно привезти свою упаковку? Что касается всех упаковок, будь то ПЭТ-бутылка или алюминиевая банка, как мы можем сделать ее более экологичной, чем это было вчера? »
Барт Элмор, профессор Университета штата Огайо и автор книги Citizen Coke: The Making of Coca-Cola Capitalism, говорит, что компаниям по производству напитков было бы разумно извлечь урок из своей собственной истории.Назовите бутылку цену, и вы получите ее обратно.
National Geographic стремится к сокращению загрязнения пластмассами. Узнайте больше о нашей некоммерческой деятельности на сайте natgeo.org/plastics. Эта история является частью нашей многолетней кампании по повышению осведомленности о глобальном кризисе пластиковых отходов. Узнайте, что вы можете сделать, чтобы уменьшить количество одноразового пластика, и примите это обещание.ДОПОЛНИТЕЛЬНЫЕ СТАТЬИ ИЗ ИСТОРИИ СЕРИИ ПЛАСТМАССА
Бутылки машинного производства — Сообщения из бутылки
Краткий обзор машинного процесса
С начала 1900-х годов производство бутылок с автоматическим производством постепенно превратилось в самый эффективный и широко используемый процесс изготовления стеклянных бутылок.Первая полностью автоматическая бутылочная машина
, известная как автоматическая бутылочная машина Owens, была изобретена в 1905 году — до изобретения этого полностью автоматического процесса использовался полуавтоматический процесс. Хотя это изобретение позволило создать чрезвычайно эффективный процесс изготовления бутылок, его не сразу приняли из-за его высокой стоимости и необходимости лицензирования. Однако к 1915 году была изобретена аналогичная и гораздо менее дорогостоящая автоматическая машина для производства бутылок, и процесс автоматического изготовления бутылок стал ведущим методом массового производства.Эти автоматические машины позволяли изготавливать большие количества идентичных стеклянных бутылок без каких-либо необходимых навыков или рабочей силы, что сделало метод автоматического изготовления бутылок желаемой техникой. Фактически, этот метод стал настолько популярен, что девяносто процентов всех стеклянных бутылок, производимых в Соединенных Штатах к 1917 году, производились автоматически или полуавтоматически (Общество исторической археологии).
На фотографии выше показана автоматическая машина для производства бутылок Owens — первая автоматическая машина для изготовления бутылок, изобретенная в 1905 году.
Поскольку автоматические и полуавтоматические процессы изготовления бутылок были уникальными для этого производства, так же и выставленные характеристики бутылок, произведенных с использованием этих технологий. Есть несколько особенностей, которые процесс автоматического изготовления бутылок влияет на общую форму и конструкцию бутылок, изготавливаемых автоматически на машинах. К таким характеристикам относятся швы формы, рубцы на всасывании, следы клапанов и общее уменьшение появления пузырьков и других примесей стекла.Знаки машинной бутылки
Из характеристик, связанных с формой и дизайном, которые вносятся в процесс автоматического изготовления бутылок, одним из наиболее заметных и легко узнаваемых являются швы производственных форм.Бутылки, изготовленные с использованием этой техники, изготавливаются автоматически, но все же формуются с помощью форм. По этой причине бутылки сохраняют видимый вид швов формы. Среди этих швов есть вертикальный шов формы вдоль корпуса бутылки, который начинается у основания и продолжается до кромки, и горизонтальные отделочные швы у горловины и самого верхнего горлышка бутылки. Эти швы форм, хотя и намного более узкие, чем те, которые создаются методом выдувания бутылок, отличаются друг от друга. Видимая четкость этих швов обусловлена высоким давлением выдувания машины (Общество исторической археологии).Другими характеристиками, связанными с формой бутылок, изготовленных на автоматах, являются базовая маркировка. Для бутылок, изготовленных с использованием автоматической машины для бутылок Owens, основание представляет собой шрам от присасывания. Этот шрам создается за счет всасывания, необходимого для подачи стекла в выдувную машину — машину, которая выдувает кусок горячего стекла в форму — например, машину Оуэнса. Другие автоматические машины для изготовления бутылок, такие как машины для прессования и формования — машины, которые вдавливают горячее стекло в форму — выделяют другую базовую маркировку, называемую маркировкой клапана.Знак клапана представляет собой небольшой круглый дефект у основания
. На изображении слева показаны горизонтальные швы формы, оставленные автоматической машиной для бутылок во время производства.
бутылка, образующаяся при выталкивании бутылки из машины.
На фотографии выше виден отчетливый рубец, оставшийся после присасывания, созданный автоматической бутылочной машиной Owens.
На приведенном выше изображении показана отметка клапана, которая будет создана при выталкивании бутылки из автоматической машины для изготовления бутылок с прессованием и формованием.
Для получения более подробной информации о машинном процессе посетите следующие ссылки:
Машинный производственный процессБутылочная машина Owens
Как перерабатываются пластиковые бутылки? — Как это работает
Что происходит, когда вы кладете пластиковую бутылку в мусорную корзину?
Средняя британская семья выбрасывает ежегодно около 500 пластиковых бутылок, и большая часть из них оказывается на свалках.Большинство пластиковых бутылок изготавливаются из полиэтилентерефталата (ПЭТ) или полиэтилена высокой плотности (HDPE), которые являются разлагаемыми пластиками. Это означает, что при воздействии достаточного количества света, кислорода, тепла или механического воздействия они могут распадаться на воду, углекислый газ, биомассу и микроэлементы.
Однако этот процесс может занять сотни лет, и за это время пластик занимает место на свалке и может быть потенциально вредным для дикой природы, особенно если он попадает в море.Лучшее решение для утилизации пластиковых бутылок — переработать их в новые.
Помимо уменьшения количества отходов, отправляемых на свалки, это также помогает сохранить невозобновляемое ископаемое топливо, необходимое для изготовления бутылок с нуля, и снизить выбросы парниковых газов, обычно образующиеся в ходе этого процесса. Фактически, переработка одной пластиковой бутылки может сэкономить достаточно энергии для питания 60-ваттной лампочки в течение трех часов.
Из бутылок
Из переработанных пластиковых бутылок можно превратить не только новые пластиковые бутылки, но и разные полезные вещи.Например, из хлопьев плавящегося пластика можно скрутить тонкое полиэфирное волокно, которое можно использовать для изготовления флисовой одежды, ковров и наполнителя пуховых одеял. Из 25 переработанных бутылок емкостью 500 миллилитров (17,6 унций) можно сделать одну флисовую куртку, а из пяти двухлитровых (0,44 галлона) бутылок можно превратить в 0,09 квадратных метра (один квадратный фут) ковра.
Долговечность переработанного пластика также делает его идеальным для использования в дренажных трубах, строительных лесах и заборах, а также это дешевый материал для изготовления уличной мебели, вывесок и даже мусорных ведер.Фактически, ваша корзина для мусора может быть сделана из того, что вы в нее кладете. Канцелярские принадлежности в вашем пенале также могут быть сделаны из переработанных бутылок, так как пластиковые хлопья можно преобразовать в линейки, точилки для карандашей и другие предметы.
Эта статья была первоначально опубликована в выпуске «Как это работает» 73 , автор: Джоанна Стасс
Для получения дополнительных статей о науке и технике приобретите последнюю копию Как это работает у всех хороших розничных продавцов или на нашем веб-сайте прямо сейчас.Если у вас есть планшет или смартфон, вы также можете загрузить цифровую версию на свое устройство iOS или Android . Чтобы не пропустить выпуск журнала How It Works, подпишитесь сегодня на !
Plus взгляните на:
Как работает переработка
Как перерабатывается алюминий?
Какая форма пластика самая твердая?
.